

Чому вийшла з ладу піна на лінії виробництва дверної коробки WPC?
Рішення для вирішення проблеми непіноутворення при виробництві дверної коробки з ДПК
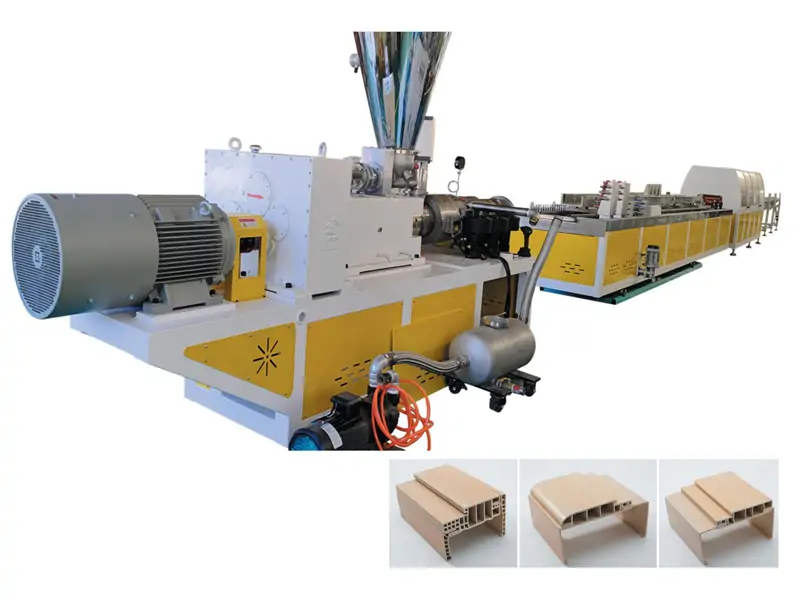
ЙонгтеМашина для виготовлення дверної рами WPCстворює дверні рами найвищої якості з композитного матеріалу ПВХ-дерево за технологією спінювання. Це сучасне обладнання поєднує точні модулі контролю температури та спеціальні гвинтові установки для ідеального поєднання ПВХ-матриці та деревних волокон. Між тим, його система піноутворення гарантує рівномірний розподіл клітин, що покращує структурну міцність і теплоізоляційні характеристики готових дверних рам.
Однак багато операторів стикаються з труднощами з утворенням піни під час виробництва, що призводить до надмірної ваги продукту та, як наслідок, вищих витрат на виробництво — фактори, які можуть призвести до виключення з ринку. Спираючись на багаторічний досвід промисловості, інженери Yongte зібрали та проаналізували наступні рішення для вирішення проблеми утворення піни. Причини, наведені нижче, пояснюють, чому дерев’яно-пластикові дверні рами не спінюються під час екструзії, і описують кроки для проведення самоперевірки.
I. Проблеми з рецептурою та сировиною (найпоширеніші)
1. Несправний або недостатній піноутворювач
· Феномен: відсутність розширення під час викиду форми; надзвичайно висока щільність; тверда текстура.
Піноутворювач причини та рішення
|
причини |
Рішення |
|
Недостатнє дозування піноутворювача (AC/NC/OBSH) (нормальний діапазон: 0,8–1,5 кг на 100 кг ПВХ) |
Збільшити кількість піноутворювача на 0,2–0,3 кг на партію; поступово доведіть до 1,0–1,2 кг на 100 кг ПВХ.
|
|
Піноутворювач демонструє гігроскопічність, злипання, термін придатності або різке зниження ефективності розкладання. |
Замініть нову партію піноутворювача та зберігайте його в сухому середовищі. |
|
Відсутність активаторів (таких як ZnO або ZnSt) призводить до надмірно високих температур розкладання та неповного розкладання. |
Додайте 0,1–0,3 кг ZnO як активатор для зниження температури розкладання. |
2. Незбалансований регулятор піноутворення (наприклад, ACR або регулятор піноутворення)
· Феномен: Або піноутворення не відбувається, або піноутворення призводить до грубої клітинної структури або руйнування клітин.
Застосування регулятора піноутворення та розчину
|
Регулятор піноутворення |
Презентація проблеми |
Рішення |
|
Недостатнє дозування
|
Низька міцність розплаву → Нездатність уловлювати гази → Відсутність піноутворення або розриву бульбашок |
1. Стандартне дозування: 5–8 кг (ACR530) 2. Якщо піноутворення не відбувається: додайте 0,5–1 частину модифікатора для підвищення міцності розплаву 3. Якщо піноутворення все одно не відбувається: зменшіть дозу модифікатора на 0,3–0,5 кг, щоб зменшити в’язкість розплаву |
|
Надмірне дозування |
Надмірна в'язкість розплаву → обмежене розширення бульбашок → висока щільність без піноутворення |
1. Стандартне дозування: 5–8 кг (ACR530) 2. Якщо піноутворення не відбувається: додайте 0,5–1 частину модифікатора для підвищення міцності розплаву 3. Якщо піноутворення все одно не відбувається: зменшіть дозу модифікатора на 0,3–0,5 кг, щоб зменшити в’язкість розплаву |
о
3. Незбалансована система змащення (неправильне співвідношення внутрішнього/зовнішнього ковзання)
· Феномен: Швидка або повільна пластифікація; неможливість розширення після викиду форми; затемнена поверхня.
Проблеми змащення та рішення в процесі спінювання
|
Випуск |
Причина |
Ефект |
Рішення |
|
Надмірне внутрішнє ковзання |
Швидка пластифікація і передчасне спінювання |
Скидання тиску на матриці; відсутність спінювання при вийманні з форми |
Зменшити внутрішнє та збільшити зовнішнє ковзання |
|
Надмірне зовнішнє ковзання |
Низька в'язкість розплаву і погане захоплення газу |
Неутворення піни |
Типовий коефіцієнт мастила: внутрішнє ковзання (стеаринова кислота) 0,5–0,9 кг; зовнішній шлікер (PE wax або OPE) 0,3–0,8 кг |
|
Недостатнє змащення |
Погана пластифікація, високий крутний момент, нерівномірний розподіл температури |
Неповне розкладання піноутворювача |
Збільшити внутрішнє ковзання та мінімізувати зовнішнє ковзання |
о
4. Надлишок наповнювача, деревного борошна або переробленого матеріалу
· Феномен: Надмірно сухий матеріал; погана текучість розплаву; труднощі зі спінюванням.
Проблема наповнювача та її вирішення
|
问题 |
解决方案 |
|
Загальна маса наповнювача (деревне борошно + карбонат кальцію), що перевищує 180–220 кг, або частка переробленого матеріалу >30–50%, призводить до надмірно високої міцності розплаву та поганої дифузії газу. |
Обмеження частки переробленого матеріалу до ≤30%; контролювати загальний вміст наповнювача в межах 150–200 кг. |
|
Невисушене деревне борошно (вміст вологи >2%) → знижене теплопоглинання, погіршення пластифікації та перешкоджання піноутворенню. |
Сушити деревне борошно при 80–120°C протягом 2–4 годин до досягнення вмісту вологи <0,5%. |
о
5. Недостатній або неякісний термостабілізатор
· Явище: місцевий перегрів, пожовтіння, передчасне розкладання піноутворювача та відсутність піни після викиду форми.
· Рішення:
o • Використовуйте свинцеву сіль або кальцієво-цинковий стабілізатор вагою 4,5–6 кг для забезпечення стабільності при високій температурі.
• Розгляньте можливість зміни складу системи стабілізації, щоб запобігти передчасному розкладанню та дисбалансу мастила.
II. Параметри процесу екструзії (температура / тиск / швидкість шнека)
1. Неправильний профіль температури (основна причина процесу)
· Типові температурні проблеми, що не утворюють піну:
Температурна проблема та результат
|
Температурна проблема |
впливати |
Результат |
|
Температура бочки занадто низька |
піноутворювач не розкладається |
відсутність піноутворення |
|
Надмірно висока температура передньої зони |
передчасне спінювання |
втрата внутрішнього тиску матриці; відсутність розширення при вийманні з форми |
|
Недостатня температура порожнини форми |
занадто жорсткий розплав |
бульбашки не можуть розширюватися |
· Рекомендований температурний профіль (конічний двошнековий екструдер):
o • Зона подачі: 140–155°C (для запобігання передчасному піноутворенню).
o • Зона плавлення/стиснення: 160–175°C (вікно розкладання піноутворювача).
o • Хвостова/фланцева зона стовбура: 165–178°C.
· • Матриця/матриця: 160–172°C (на 5–10°C нижче, ніж температура бочки).
Рекомендована температура для кожної зони
|
Зони |
Рекомендована температура(Одиниця вимірювання: °C) |
Примітка |
|
Кормова зона |
140–155 |
щоб запобігти передчасному утворенню піни |
|
Зона плавлення/стиснення |
160–175 |
вікно розкладання піноутворювача |
|
Хвостова/фланцева зона ствола |
165–178 |
- |
|
Померти/рот померти |
160–172 |
на 5–10 °C нижче температури бочки |
· Процедура коригування:
1. • Спочатку підвищте температуру на 5–10°C і спостерігайте, чи почнеться піноутворення.
2. • Якщо все ще не піниться: підвищте температуру зони плавлення на 5–8°C.
3. • Якщо відбувається передчасне піноутворення: зменшіть температуру в зоні подачі на 5–10°C.
2. Невідповідність швидкості шнека та подачі
Проблема швидкості шнека та рішення
|
Проблема швидкості гвинта |
Прояв проблеми |
Рішення |
|
Недостатня швидкість шнека |
Погана пластифікація та тривалий час перебування → передчасне спінювання або розчинення газу |
Нормальний робочий діапазон: 18-28 об/хв; для умов без піноутворення збільште швидкість на 3-5 об/хв, щоб покращити ефективність зсуву та пластифікації. |
|
Швидкість гвинта занадто висока. |
Перегрів зсуву та швидка пластифікація → передчасне спінювання |
Нормальний робочий діапазон: 18-28 об/хв; для передчасного спінювання зменшіть швидкість на 3-5 об/хв, щоб затримати пластифікацію. |
|
Невідповідність швидкості подачі та швидкості екструзії
|
Нестабільність тиску
|
Нормальний робочий діапазон: 18-28 об/хв |
о
3. Недостатній внутрішній тиск
· Феномен: відсутність розширення під час викиду форми; висока щільність.
· Причини:
o • Надмірний зазор матриці; недостатній ступінь стиснення; передчасне зниження тиску.
· Рішення:
o • Належним чином зменшіть зазор матриці та збільште тиск на головку.
• Перевірте вакуумну систему на течі або надмірне вакуумування.
III. Проблеми з обладнанням і матрицею
Машинна проблема та рішення
|
Проблема з машиною |
Опис проблеми |
Рішення |
|
Знос шнека екструдера |
Знижений ступінь стиснення, погана пластифікація, низький тиск |
замініть або відремонтуйте гвинт |
|
Неточний контроль температури |
Фактична температура відхиляється від показаного значення на >10°C |
повторне калібрування термопар |
|
Дизайн бігуна форми |
Мертві зони, накопичення матеріалу або нерівномірний розподіл температури |
відполіруйте, очистіть та/або додайте нагрівальні стрічки |
|
Вихлопна/вакуумна система |
Надмірне всмоктування → видалення піноутворюючого газу |
зменшити вакуумний тиск |
IV. Швидкі кроки з усунення несправностей (у порядку пріоритету)
1. Аналіз смуги матеріалу:
o • Повна відсутність розширення після виштовхування форми → недостатня кількість піноутворювача, нерозкладений піноутворювач або надмірно низька температура.
o • Утворення бульбашок усередині матриці, але без розширення після виймання з форми → передчасне спінювання (надмірне тепло передньої зони або надмірне внутрішнє ковзання).
2. Перевірка рецепта:
o • Чи достатня доза піноутворювача + активатора?
o • Дозування регулятора піноутворення знаходиться в межах 5–8 кг?
o • Чи є внутрішнє ковзання надмірним?
o • Чи є перероблений матеріал або вміст наповнювача надмірним?
3. Регулювання одного параметра (змінюйте лише один параметр за раз):
o Крок 1: підвищити температуру зони плавлення на +5–10°C; спостерігати.
o Крок 2: Збільште регулятор піноутворення на +0,5 кг.
o Крок 3: Зменште внутрішнє ковзання на –0,2 кг і збільште зовнішнє ковзання на +0,2 кг.
o Крок 4: Збільште швидкість шнека на +3–5 об/хв.
4. Тестування та перевірка:
o • Після кожного регулювання стабілізуйте екструзію протягом 10–15 хвилин перед відбором зразка.
• Оцініть щільність, коміркову структуру (однорідність пір) і масштабування поверхні.
· Рекомендований склад для дерев’яно-пластикових дверних коробок (на 100 кг ПВХ):
o • Піноутворювач (AC): 1,0–1,2 кг + ZnO: 0,2 кг
o • Регулятор піноутворення: 6–7 кг
o • Внутрішнє мастило (стеаринова кислота): 0,6–0,8 кг
o • Зовнішнє мастило (PE віск): 0,4–0,6 кг
o • Наповнювач (суха основа): 60–80 кг
o • Перероблений матеріал: ≤30%
Схожі новини
- Рішення проблем виробництва екструдера WPC
- Який матеріал можна використовувати в машині Yongte WPC?
- Виробнича лінія з переробки відходів текстилю успішно протестована
- Порівняння WPC у приміщенні та на вулиці
- Повідомлення про прийом-випробування для проектного обладнання з переробки та повторного використання відпрацьованого одягу
- Рішення Yongte для переробки цементних мішків: перетворюйте відходи на високоякісні пластикові стовпи для паркану
Залиште мені повідомлення











