

Порівняння WPC у приміщенні та на вулиці
Дерево-пластикові композити для зовнішнього та внутрішнього використання: порівняння відмінностей у сировині, виробничих процесах та обладнанні
Дерево-пластикові композити (WPC) для зовнішнього використання вимагають суворіших стандартів стійкості до погодних умов, стійкості до ультрафіолету та захисту від вологи; отже, їхні склади сировини зазвичай включають більш високі концентрації стабілізаторів, речовин, що запобігають старінню, і добавок, стійких до цвілі. Навпаки, WPC для внутрішніх приміщень надають пріоритет тонкості поверхні, плавності обробки та відповідності екологічним нормам — часто використовують підкладки з ПВХ для підвищення декоративної привабливості та точності формування.
У зв’язку з тривалим впливом сонячного світла та дощу зовнішні WPC вимагають блокаторів ультрафіолетового випромінювання, таких як сажа або діоксид титану, а також HDPE з високим індексом плавлення для покращення стабільності екструзії. Для порівняння, WPC для внутрішніх приміщень зазвичай використовують системи наповнювача з карбонату кальцію, які зберігають жорсткість, одночасно знижуючи витрати на матеріали. Різноманітні види обробки поверхні, як-от ефекти дерева та каменю, досягаються завдяки процесам точного шліфування та тиснення поверхні.
Що стосується конфігурації обладнання, зовнішні виробничі лінії WPC зазвичай об’єднують обладнання для компаундування та гранулювання в поєднанні з екструзійними системами з високим рівнем змішування та пластифікації. Вони вирішують проблеми обробки, пов’язані з композиціями з високим вмістом наповнювача, і забезпечують стабільність розмірів за умов високої температури та високої вологості. З іншого боку, виробництво WPC у приміщеннях наголошує на якості поверхні та відтворенні деталей, покладаючись переважно на прецизійні прес-форми та обладнання для плівкового покриття для покращення зовнішнього вигляду та тактильних характеристик.
Крім того, зовнішні WPC вимагають вищої ефективності змішування від шнекових конфігурацій, що вимагає ретельного диспергування добавок. Внутрішні WPC, навпаки, приділяють більшу увагу рівномірному потоку розплаву, щоб запобігти появі поверхневих слідів або варіацій кольору.
I. Відмінності в основних сировинних матеріалах
1. Внутрішній деревно-пластиковий композит (оздоблення будинку: стінові панелі, плінтуси, підлога всередині приміщень, дверні коробки)
Субстрат: в основному ПВХ
· Основні інгредієнти: порошок полівінілхлоридної смоли + порошок кальцію + деревний порошок + хімічні добавки
· Деревне борошно: 80–120 меш звичайної тополі/змішаного деревного борошна
· Наповнення: дуже висока частка важкого порошку кальцію (для зменшення витрат)
· Допоміжні речовини: звичайний стабілізатор, звичайне мастило, невелика кількість піноутворювача
· Немає погодостійкої формули, не має стійкості до УФ-випромінювання, не має властивостей проти старіння
· Характеристики: низька щільність, піноутворення, низька вартість, чутливість до сонячного світла та дощу, схильність до вицвітання та крихкості.


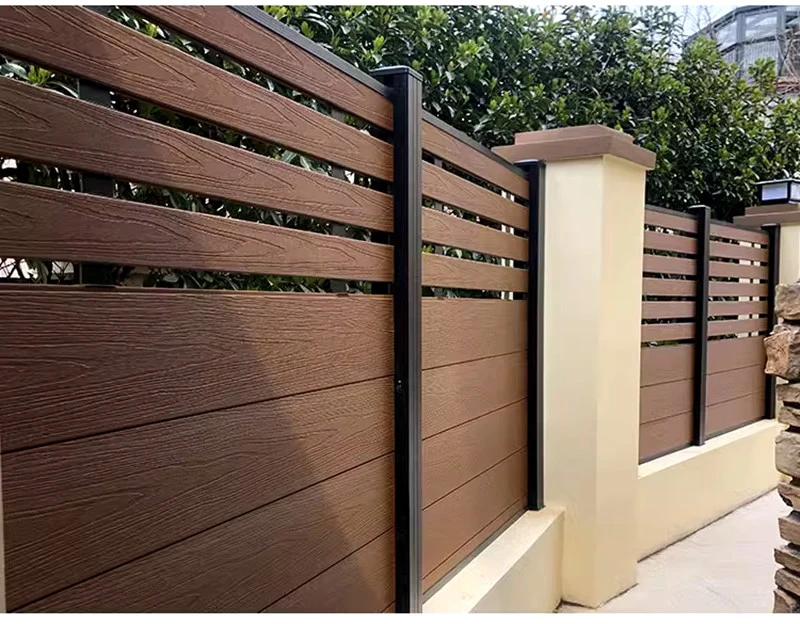
2. Зовнішні деревопластикові композитні матеріали (дощаті доріжки, підлоги у дворах, перила, павільйони, зовнішні стінові панелі)
Субстрат: перероблений PP/PE матеріал
· Основні інгредієнти: перероблені + деревне борошно вищого сорту + хімічні добавки
· Деревний порошок: деревний порошок 60-100 меш (вміст вологи <3%)
· Наповнення: використовуйте мінімальну кількість порошку кальцію та віддайте перевагу функціональним наповнювачам.
· Основні основні добавки:
1. Ультрафіолетовий абсорбент УФ
2. Антиоксидант (стійкий до старіння при високих і низьких температурах)
3. Купуючий агент
4. Мастило
· Характеристики: висока щільність, переважно твердий, стійкий до сонячного світла та дощу, морозостійкий, тривалий термін служби



II. Відмінності у виробничих процесах
Повний процес для внутрішніх ПВХ і деревно-пластикових композитних матеріалів
1. Інгредієнти сировини (ПВХ + кальцієвий порошок + деревний порошок + піноутворювач + стабілізатор)
2. Високотемпературне гаряче змішування → холодне змішування
3. Конічна подвійна екструдерна екструзія
4. Формування прес-форми + установка вакууму
5. Тяга → Різання → Укладання
6. Подальші етапи: плівкове покриття, трансферний друк, поверхневе нанесення. Характеристики: здатність до формування 泡沫, висока швидкість, низьке енергоспоживання, універсальне обладнання – лінія ПВХ профілю.
Повний процес для зовнішніх ПЕ та деревно-пластикових матеріалів
1. Попередня обробка сировини: Ретельне сушіння деревного порошку (найважливіше)
2. Пропорція: HDPE + порошок висушеної деревини + повний набір атмосферних добавок
3. Суміш однорідно перемішується.
4. Пріоритет паралельної двошнекової грануляції (найстабільніший двоетапний метод)
5. Спеціальний екструдер для екструзії з дерева та пластику
6. Налаштування водяного охолодження з високим потоком (швидше охолодження та запобігання деформації)
7. Тягове різання фіксованої довжини
8. Додатково: онлайн-тиснення, волочіння дроту та канавки. Особливості: вимагає сушіння деревного порошку, додаткових етапів грануляції та більш суворих процедур обробки.
III. Коротка порівняльна таблиця
|
демонструвати |
Дерево-пластиковий композит ПВХ власного виробництва |
Зовнішній ПЕ деревно-пластиковий композит |
|
Основна смола |
ПВХ смола |
Перероблений ПЕ/ПП |
|
Вміст деревного борошна |
10-40% |
60-70% |
|
Агент погодних умов |
Не вимагається |
Засіб проти ультрафіолету, антиоксидант |
|
структура |
Багатопористий спінений |
Висока щільність без спінювання |
|
Щільність |
0,5-1,0 грам/см3 |
1,1-1,3 грам/см3 |
|
сервісне середовище |
Зберігати в сухому, затіненому місці в приміщенні. |
На відкритому повітрі, під впливом сонячних променів і дощу |
|
техніка виробництва |
Переважає одностадійний метод прямої екструзії. |
Процес в основному включає двоетапну грануляцію з наступною екструзією. |
|
обладнання |
Стандартна конічна двошнекова екструзійна лінія з ПВХ |
Спеціалізований паралельний подвійний шнековий екструдер для гранулювання та конічна подвійна шнекова екструзійна лінія з високою сумішшю та пластифікацією |
|
Час життя |
3–8 років |
5-15 років |
Ці відмінності підкреслюють, що відмінності між зовнішніми та внутрішніми WPC — у виборі сировини, дизайні рецептури та сумісності обладнання — в основному походять від відмінних вимог до продуктивності, продиктованих їх відповідними середовищами застосування. Застосування на відкритому повітрі підкреслюють тривалу довговічність і адаптивність до навколишнього середовища, що сприяє підвищенню стабільності систем матеріалів; Застосування всередині приміщень надають перевагу естетичній привабливості та керованості процесу, сприяючи більш витонченим і універсальним технологіям виробництва. Ця диференціація відображається не тільки в типах і пропорціях сировини, але й глибоко визначає загальну логіку конфігурації виробничої лінії та вибору критичних компонентів.
Схожі новини
- Yongte завершує екструзійну лінію дверної рами з твердої піни WPC для індійського клієнта
- Чи може машина Yongte виготовляти пластикові пиломатеріали різних форм і розмірів?
- Довідкові параметри лінії екструзії дверей WPC
- Як вирішити проблему вигоряння матеріалу під час процесу екструзії дверей WPC?
- Приймальні випробування лінії виробництва гумових фільтраційних труб для індійського клієнта
- Yongte завершив заводські приймальні випробування спеціального двошнекового екструдера для переробки пластику для африканського клієнта
Залиште мені повідомлення











