

Як покращити швидкість виробництва екструзійної лінії WPC Decking?
Оптимізація швидкості виробництва для екструзійних ліній WPC Decking: вичерпний посібник
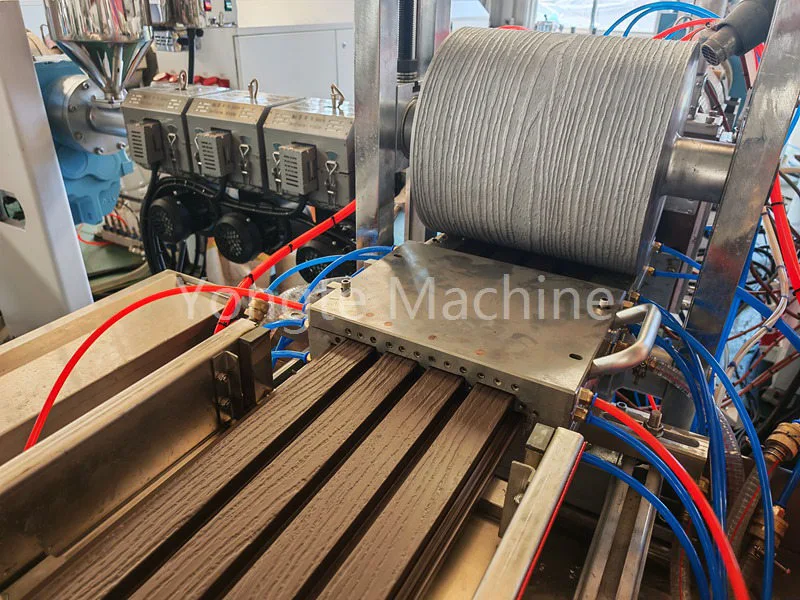
Yongte є професійним виробником для високої швидкостіЕкструзійна лінія WPC з високою потужністю для виготовлення високоякісних виробів з WPC. Щоб максимізувати швидкість виробництва вЕкструзійна лінія WPCОсновна стратегія зосереджена на п’яти взаємопов’язаних цілях: стабілізації ефективності пластифікації, мінімізації опору матеріалу, забезпеченні швидкого охолодження, забезпеченні повної синхронізації та скороченні простоїв — і все це при дотриманні суворих стандартів якості продукції.

I. Формулювання та попередня обробка сировини (основа для плавної екструзії)
1. Оптимізуйте рецептуру для підвищення текучості та термічної стабільності
· Агент сумісності/зв’язувач: додайте достатню кількість ПЕ/ПП, прищепленого малеїновим ангідридом (наприклад, MAH-g-PE), щоб покращити адгезію деревного порошку до пластику, тим самим зменшуючи агломерацію та руйнування розплаву.
· Система змащення:
o Внутрішні мастила (наприклад, стеаринова кислота, поліетиленовий віск) зменшують в’язкість розплаву, тим самим зменшуючи нагрівання гвинта при зсуві та навантаження на основний блок.
o Зовнішні мастила (наприклад, парафін, окислений поліетиленовий віск): зменшують тертя матеріалу до циліндра/форми та знижують тиск екструзії.
o Загальну кількість додавання слід контролювати в межах 1–3%, щоб запобігти надмірному зовнішньому ковзанню, яке може спричинити розшарування та дефекти поверхні.
· Наповнювач і деревний порошок: вміст вологи в деревному порошку слід контролювати до ≤3%, з однаковим розміром частинок (80–120 меш); активований карбонат кальцію слід вибирати для зменшення поглинання олії та збільшення в’язкості.
2. Змішування та попередня пластифікація (переднє вузьке місце)
· Високошвидкісне гаряче змішування в поєднанні з холодним забезпечує рівномірне змішування без мертвих зон, запобігаючи локальному «мертвому матеріалу» або агломерації.
· Якщо можливо, можна включити процес попереднього подрібнення для сплавлення порошкоподібних матеріалів у гранули, забезпечуючи більш стабільну подачу, швидшу пластифікацію та збільшення швидкості лінії на 20–30%.

II. Основний блок екструдера та шнек (основний блок живлення)
1. Оптимізація шнека та стовбура
· Високе співвідношення сторін (L/D=40–48) і паралельні подвійні шнеки з високим крутним моментом підібрані для підвищення ефективності зсуву та змішування, що робить їх придатними для складів WPC з високим наповненням.
· Комбінація шнеків: збільшення об’єму секції транспортування, оптимізація компонування блоку змішування/блоку зсуву, зменшення тепла зсуву та підвищення ефективності транспортування за умов пластифікації.
· Нагрівання стовбура прес-форми: використовується зональний точний контроль температури (PID) з температурними коливаннями ≤±1℃ для запобігання локальному перегріву або недостатній пластифікації.
2. Відповідність швидкості та навантаження (ключ до прискорення)
· Швидкість двигуна: поступово збільшуйте швидкість, зберігаючи 70%-90% від номінального крутного моменту та стабільний струм (PE/PP системи можуть досягати 150-250 об/хв).
· Синхронізація подачі: використовується пристрій подачі для втрати ваги, який замкнутий цикл пов’язаний зі швидкістю обертання основної машини, щоб забезпечити швидкість заповнення гвинтового отвору на 70%–90%, запобігаючи «обертанню холостого ходу» або перевантаженню.
· Вакуумна система: підтримує стабільно високий вакуум (від -0,08 до -0,09 МПа), миттєво видаляє водяну пару та леткі компоненти, зменшує бульбашки, покращує якість поверхні та збільшує швидкість обробки.

III. Прес-форма та настройка (визначення максимальної лінійної швидкості)
1. Конструкція форми та оптимізація каналу потоку
· Головка типу «підвіс» і «риб’ячий хвіст», оптимізована моделюванням CFD, мають плавний канал потоку та рівномірний розподіл тиску, що дозволяє уникнути прилипання матеріалу та локального перегріву.
· Зазор матриці розумний, а коефіцієнт стиснення помірний (3-5:1), що зменшує тиск екструзії та стійкість до розплаву.
· Нагрівання прес-форми: завдяки зональному контролю температури та достатній потужності нагріву температура розплаву в порожнині форми забезпечується рівномірно, а текучість — стабільною.
2. Система калібрування (основне вузьке місце для підвищення швидкості)
· Довгий стіл для встановлення (зазвичай 8–12 м) збільшує площу охолодження та час контакту.
· прохід охолоджуючої рідини:
o Циркуляційна вода з високим потоком і низькою температурою (15–25°C) використовується для швидкого розсіювання тепла та скорочення часу схоплювання.
o Багатоточкове розпилення у формі та вакуумна адсорбція забезпечують швидке прилягання профілю до форми, зберігають стабільність розмірів і запобігають деформації.
· Стабільність у вакуумі: гарантує повну адсорбцію профілю у формувальній матриці з рівномірним охолодженням, значно підвищуючи швидкість тяги.
IV. Тяга, охолодження та задня частина (синхронно по всій лінії)
1. Тягова система
· Багатовалкова тягова машина з високим тертям синхронізована з основною швидкістю машини в замкнутому циклі (PID) з лінійним коливанням швидкості ≤±0,1 м/хв.
· Швидкість тяги, що відповідає швидкості екструзії: враховуючи можливість охолодження при формуванні, поступово збільшуйте силу тяги, щоб досягти «високошвидкісної екструзії + високошвидкісної тяги».
2. Система охолодження (вторинне охолодження)
· Збільште резервуар для води для охолодження спреєм (5–10 м), щоб профілі швидко охолоджувалися до кімнатної температури після виходу з формувального столу, запобігаючи подальшій деформації або неякісному різанню.
· Допоміжний вентилятор охолодження: поверхневе примусове повітряне охолодження для підвищення ефективності охолодження.
3. Різання та палетування (зменшення часу простою)
· Виробництво безперервне без зупинки.
· Оптимізуйте параметри різання для зменшення задирок і відходів, а також зменшіть частоту заміни інструменту та чищення.
· Автоматичне палетування/укладання: зменшує ручне втручання та підвищує ефективність виробництва.

V. Контроль процесів і інтелект (стабілізоване прискорення)
· Оптимізація температурної кривої:
o Бочка: низька температура в секції подачі (запобігання утворенню містків) → поступове нагрівання в секції пластифікації → постійна температура в секції гомогенізації → трохи вища в головці матриці (для підтримки плинності).
o Уникайте візерунка «низька спереду, висока ззаду», щоб запобігти недостатній пластифікації та стрибкам тиску.
· Моніторинг тиску:
Підтримуйте тиск головки матриці в прийнятному діапазоні (наприклад, 10–18 МПа). У разі значних коливань тиску зменшіть швидкість або перегляньте склад/форму.
· Інтегрований контроль системи:
ПЛК керує всіма компонентами, включаючи хост, подачу, вакуум, тягу, охолодження та різання за допомогою запуску/зупинки одним дотиком і налаштування параметрів у реальному часі.
· Онлайн перевірка:
лазерне вимірювання діаметра, зворотний зв'язок товщини/ширини в реальному часі, автоматичне точне налаштування тяги/температури, зменшення браку та часу простою для коригування.

Резюме
Щоб досягти всебічної оптимізації, удосконалення мають охоплювати кілька важливих областей: формулу та попередню обробку сировини, конфігурацію основної екструзійної машини та шнека, системи дизайну та формування форми, охолодження тяги та подальші процеси, а також контроль процесів та інтелектуальні системи управління. По-перше, оптимізація формули матеріалу для підвищення текучості та термічної стабільності — у поєднанні з точним змішуванням і попередньою пластифікацією — створює фундаментальну основу для плавної екструзії. По-друге, модернізація вузлів гвинт-ствол із одночасним забезпеченням оптимального узгодження швидкості та навантаження є ключовим фактором підвищення швидкості. По-третє, вдосконалена конструкція прес-форми, оптимізація потокового каналу та удосконалення вакуумного формувального столу є критично важливими факторами для максимізації швидкості лінії. Крім того, оптимізація подальших процесів, що охоплює системи тяги, лінії охолодження та автоматизоване різання/палетування, сприяє синхронізації повної лінії та мінімізує час простою виробництва. Нарешті, вдосконалене управління процесом і інтелектуальні технології забезпечують стабільне, послідовне виробництво, таким чином реалізуючи стабільне підвищення швидкості без шкоди для якості продукції.
Схожі новини
- Рішення проблем виробництва екструдера WPC
- Який матеріал можна використовувати в машині Yongte WPC?
- Виробнича лінія з переробки відходів текстилю успішно протестована
- Порівняння WPC у приміщенні та на вулиці
- Повідомлення про прийом-випробування для проектного обладнання з переробки та повторного використання відпрацьованого одягу
- Рішення Yongte для переробки цементних мішків: перетворюйте відходи на високоякісні пластикові стовпи для паркану
Залиште мені повідомлення











