

Технічне рішення для вирішення проблеми незбалансованої швидкості екструзії лінії екструзії пластикових профілів з чотирма порожнинами
Технічне рішення для вирішення проблеми незбалансованої швидкості екструзії лінії екструзії пластикових профілів з чотирма порожнинами
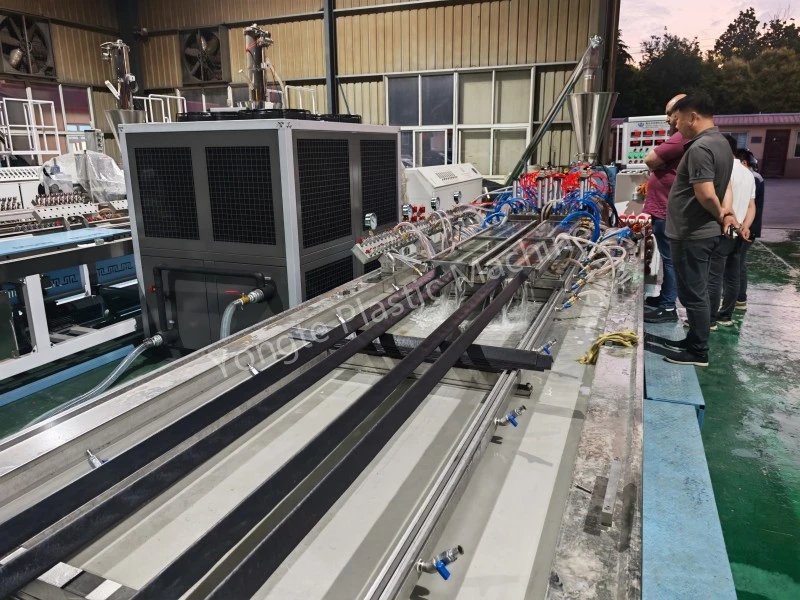
У процесі виробництва екструзії пластикового профілю з чотирма порожнинами незбалансована швидкість екструзії між чотирма порожнинами є загальною технічною проблемою. Ця проблема безпосередньо спричинить невідповідну точність розмірів продукту, нерівну товщину стінок, дефектні профілі та зниження продуктивності, серйозно обмежуючи стабільність та ефективність масового виробництва. Базуючись на фактичних виробничих матеріалах і специфікаціях продуктів клієнтів, команда інженерів Yongte розробила цільову професійну оптимізовану схему дизайну матриці та підтримуючої системи, щоб ретельно вирішити проблему непостійної робочої швидкості профілів із чотирма порожнинами, реалізуючи високоточне, стабільне та синхронне виробництво екструзійних ліній із чотирма порожнинами.
1. Передумови технічних проблем
Традиційні інтегровані екструзійні матриці з чотирма порожнинами використовують інтегровану структуру нагріву та контролю потоку. Під впливом таких факторів, як нерівномірний розподіл потоку розплаву, температурні відхилення локальних ділянок матриці та помилки при складанні обробки, швидкість екструзії чотирьох порожнин схильна до неузгодженості під час безперервного виробництва. Відхилення швидкості між порожнинами призведе до відмінностей у швидкості формування профілю та усадці при охолодженні, що призведе до дефектів якості партії, таких як викривлення, деформація, розмір поза допуском і нерівномірна площинність поверхні готових виробів, які не можуть відповідати вимогам високого стандарту виробництва пластикових профілів.
2. Професійна оптимізована схема проектування
У поєднанні з характеристиками сировини замовника, параметрами структури продукту та умовами виробництва на місці інженери Yongte розробили цілеспрямований індивідуальний дизайн для структури матриці, контролю потоку, тягового різання та допоміжної конвеєрної системи з детальними технічними рішеннями, такими як:
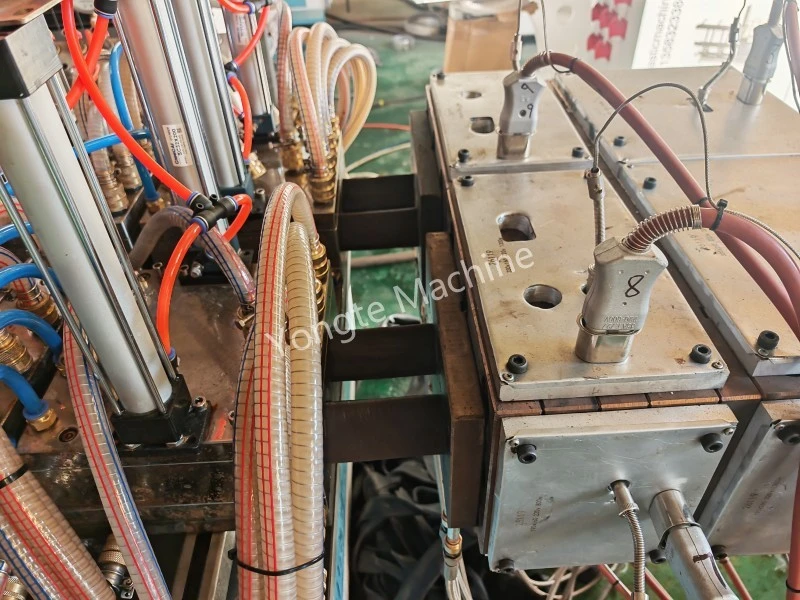
2.1 Подвійна структура корпусу матриці з незалежним контролем температури
Оригінальний корпус матриці з чотирма порожнинами оптимізований для aподвійна незалежна структура корпусу матриці, з кожним корпусом матриці, обладнаним двома екструзійними порожнинами. Два набори корпусів матриці є повністю незалежними за конструкцією та системою контролю температури. Кожен корпус матриці оснащено незалежним модулем нагріву та блоком контролю температури, який може здійснювати окреме точне регулювання температури та постійний контроль температури. Ця конструкція ефективно вирішує проблему непостійної плинності розплаву, спричиненої інтегральним відхиленням температури матриці, стабілізує стан пластичного плавлення кожної порожнини від джерела та усуває основну причину різниці швидкостей між різними корпусами матриці.

2.2 Незалежний механізм регулювання потоку для однієї матриці
Кожен незалежний корпус матриці оснащений спеціальним пристроєм регулювання потоку гайки. Для відхилення швидкості двох порожнин всередині одного корпусу матриці, спричиненого крихітними відмінностями потоку та помилками складання, точне регулювання в режимі онлайн може бути реалізовано за допомогою гайки регулювання потоку. Завдяки точному регулюванню потоку подачі розплаву в одну порожнину можна підтримувати повністю синхронну швидкість екструзії двох порожнин в одному корпусі матриці, реалізуючи мікрорівневе калібрування швидкості порожнини та забезпечуючи рівномірність виходу екструзії та швидкості формування кожної порожнини в одній групі.
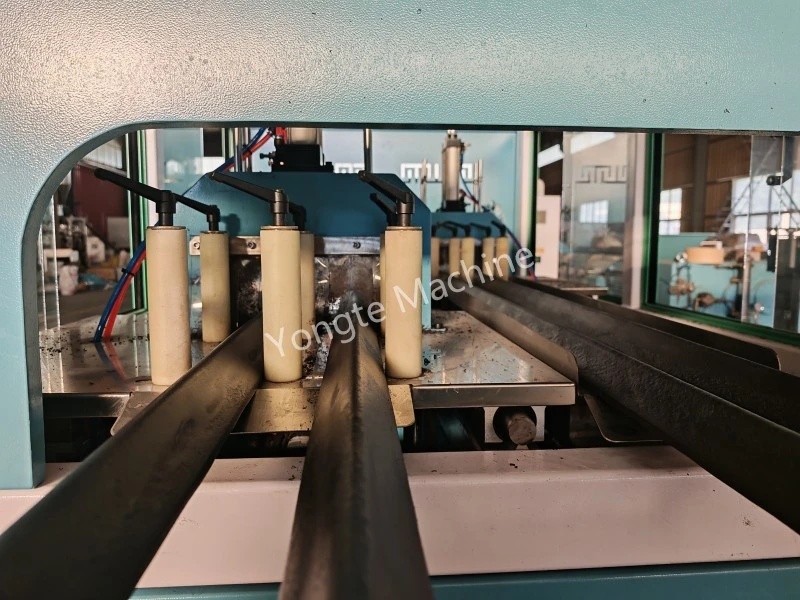
2.3 Подвійна незалежна система контролю швидкості тяги
Подвійні набори незалежних систем тяги налаштовані відповідно до макета подвійного корпусу матриці та макета порожнини з подвійною групою. На відміну від традиційного режиму єдиної тяги з одночасним керуванням чотирма порожнинами, два комплекти тягового обладнання працюють незалежно з окремими програмами контролю швидкості. Система може незалежно регулювати швидкість тяги двох груп двопорожнинних профілів відповідно до фактичної швидкості екструзії двох корпусів матриці, реалізуючи динамічне узгодження швидкості екструзії та швидкості тяги, уникаючи розтягування профілю, усадки та розмірних відхилень, спричинених асинхронною тягою, і додатково забезпечуючи узгодженість загальної швидкості чотирьох порожнин.

2.4 Незалежна система різання фіксованої довжини
Відповідно до подвійної групи екструзії та тягової структури, два комплекти незалежних систем різання обладнані для окремої операції різання фіксованої довжини. Кожна система різання незалежно відстежує та узгоджує швидкість руху та хід подачі відповідної групи профілів. Незалежний режим керування різанням усуває помилку різання та неузгодженість довжини, спричинену уніфікованим різанням профілів з невеликою різницею швидкості, забезпечує точність різання фіксованої довжини кожного профілю порожнини та підвищує рівень кваліфікації продукції.
2.5 Автоматична система транспортування та укладання
Конфігуровано два комплекти незалежних стелажів для транспортування та штабелювання, які точно відповідають подвійним системам різання. Після завершення різання фіксованої довжини різальним обладнанням обладнання для транспортування та укладання автоматично завершує роботу з прийому, транспортування та укладання матеріалу відповідної групи профілів. Синхронна та незалежна робота конвеєрної системи дозволяє уникнути накопичення матеріалу, екструзії та плутанини при транспортуванні, викликаної асинхронною швидкістю різних профілів порожнини, забезпечує плавну та безперервну роботу всієї виробничої лінії та реалізує автоматизоване та впорядковане виробництво.

3. Технічні переваги та виробничі ефекти
За допомогою вищевказаного систематичного індивідуального дизайну проблема непослідовної швидкості екструзії з чотирма порожнинами у виробництві пластикових профілів повністю вирішена. Незалежний контроль температури з подвійною матрицею + точне регулювання потоку в одній групі + подвійна незалежна система тяги та різання формують повну систему калібрування швидкості та синхронного керування. Схема має такі суттєві переваги: по-перше, реалізується вихідний контроль течії та температури розплаву, а також усувається початкова різниця швидкостей екструзії; по-друге, він реалізує динамічне тонке регулювання швидкості в процесі виробництва для забезпечення тривалої синхронної роботи чотирьох порожнин; по-третє, відповідна автоматизована допоміжна система покращує стабільність виробництва та консистенцію готової продукції.
Після перевірки виробництва на місці ця оптимізована конструкція ефективно зменшує допуск розмірів і частоту дефектів формування профілів із чотирма порожнинами, покращує загальну стабільність виробництва та ефективність виробництва екструзійної лінії та підходить для тривалого та великого обсягу стандартизованого виробництва різних пластикових профілів.

Схожі новини
- Доставка виробничої лінії 4 порожнинних пластикових профілів до Йорданії після успішного введення в експлуатацію
- Професійні рішення для пожовтіння, смуг і розтріскування дверних поверхонь з композиту дерево-пластик
- Машина для екструзії переробленого пластику з 4 порожнинами досягає високої швидкості 8 метрів на хвилину
- Рішення проблем виробництва екструдера WPC
- Який матеріал можна використовувати в машині Yongte WPC?
- Виробнича лінія з переробки відходів текстилю успішно протестована
Залиште мені повідомлення











